2019年10月17日
什么是良好的切削槽型?
mrcm美日分享 切削槽型的选择
当讲到一个好的切削槽型时,我们要表述的意思是什么?切削槽型是指刀具的一系列几何特性,它们会影响刀具寿命、切屑形成和排屑以及稳定性和安全性。本质上,良好的切削槽型是指可轻而易举地正确形成切屑的布局。
切削刃的特性首先取决于所用的硬质合金材质等级,其次是切削刃的槽型。两者都需要根据现场的操作类型进行正确选择。一种评估切削槽型的实用方法是在切削过程中检查切屑的形成情况。在理想情况下,切屑不应太长或太短,并且应呈螺旋状。
良好的切削工艺涉及高效地形成切屑和排屑,而这取决于刀具的基本槽型 - 切削刃在刀柄或铣刀中如何定位。正角的槽型(与平的前刀面配合时)可减少切削力和发热。不幸的是,切屑越长,而切削刃的机械强度就越低。负角的槽型提供良好的刃口强度,并形成更短的切屑,但会增加切削力和热量。
三种不同的槽型
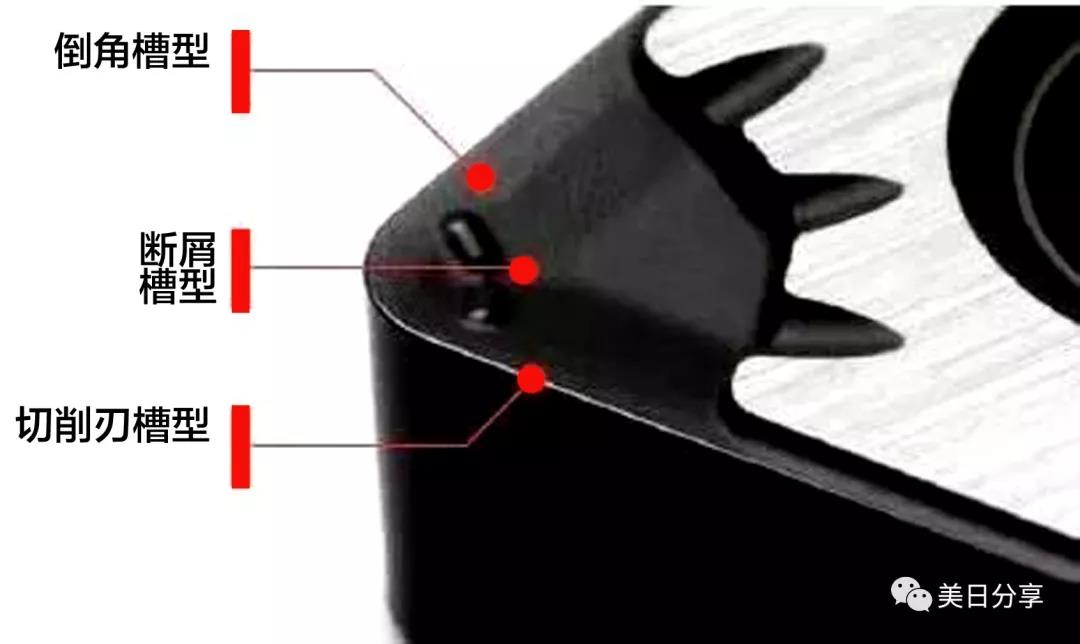
然而,真正的切削槽型就在切削刃上。此切削槽型包含三个部分:切削刃槽型(刃口处理或刃口准备)、倒棱槽型、断屑槽型(前刀面槽型)。
切削刃槽型有三种基本类型:锋刃、圆角和倒角。锋利的切削刃可以提供较低的切削力,减少积屑瘤的产生,提供更长的刀具寿命,但稳定性欠佳。
倒棱槽型是介于切削刃槽型和断屑槽型之间的过渡区。正角的倒棱槽型提供更低的切削温度、更少磨损、更高的切削速度、更小的最大压力区和更小的切削力。然而,切削刃会承受更高的拉应力集聚,且崩刃风险增大。
切削刃槽型和倒棱槽型共同决定了刀具的寿命。为了充分利用切削刃槽型和倒棱槽型,进给量需要大于这些槽型的尺寸。真正的切屑形成过程由断屑槽型决定。
硬式断屑槽型在切屑形成时可以容纳切屑,使其变形并断裂,从而形成短小、碎裂的切屑。缺点是由于切削力较为集中导致切削刃容易受损。软式断屑槽型的切屑更长一些。此槽型提供更强的切削刃。中等槽型介于两者之间。
浙江美日智能装备有限公司是一家专业研制生产小型专用工具磨床、精密机具服务商。公司主要产品:
数控工具磨床、
钻头研磨机、
铣刀研磨机、
丝攻研磨机、
车刀研磨机、
锯片磨齿机、
万能磨刀机、
万能工具磨床、
倒角机、
气动攻丝机、
电动攻丝机、
零点定位系统、
精密虎钳、
回转工作台、
电火花机等精密机具系列。产品已申请过70项专利,3项发明专利,年产磨床设备20000台以上,约占国内市场销售份额的60%以上 、全球50%左右市场,出口产品80%销往日本、德国等工业发达国家。
























 简体
简体 繁體
繁體 English
English



