 简体
简体 繁體
繁體 English
English





怎样提高数控刀具精度,细节决定成败。需要关注刀具制造的每一个细节,也在刀具制造质量的成败上起决定性作用。没有多少用户会不在乎加工刀具的质量。从数控刀具原材料的选择、预处理以及刀具主要参数的刃磨、热处理与刃口钝化等刃形细节、刀具涂层的选择、刀具涂前及涂后的处理、怎样检...
怎样提高数控刀具精度,细节决定成败。需要关注刀具制造的每一个细节,也在刀具制造质量的成败上起决定性作用。没有多少用户会不在乎加工刀具的质量。从数控刀具原材料的选择、预处理以及刀具主要参数的刃磨、热处理与刃口钝化等刃形细节、刀具涂层的选择、刀具涂前及涂后的处理、怎样检...

随着刀具切削速度和进给速度大幅度提高,HSC加工中 刀具的寿命普遍降低,需要从以下各方面采取方法,尽可能减少刀具使用寿命的降低。 (1)根据工件加工的材料选择合适的刀具材料。针对不同的材料进行的切削实验表明,不同刀具材料其使用寿命差别很大,甚至超过一个数量级...

在不改变刀具材料的同时,怎么提高加工的刚性,只能从这3个方向入手。1、在满足机床加工要求的情况下,尽量选择直径d大的刀具。由于是4次方的关系,放大效果会非常明显。例如直径增大1倍,理论上刚性会增大至16倍,所以不容小觑;2、在满足机床加工要求的情况下,尽量使刀具悬长缩短;3、...
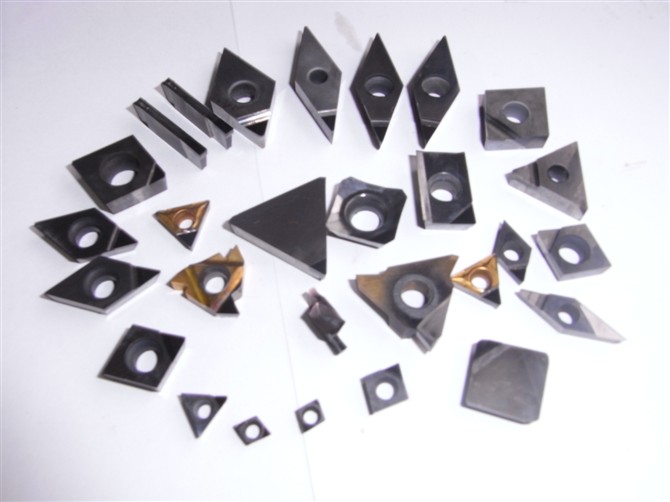
普通焊接刀尖式CBN刀片,需要制造商控制的参数:设计上:1. 切削角度控制:前角,后角,各种角2. 刃口处理方式:钝圆,倒棱,以及各种组合相加的复合处理3. 刃口处理尺寸:倒棱大小,钝圆大小制造上:4. 刃口处理质量:倒棱均匀度,钝圆均匀度(不均匀会造成...

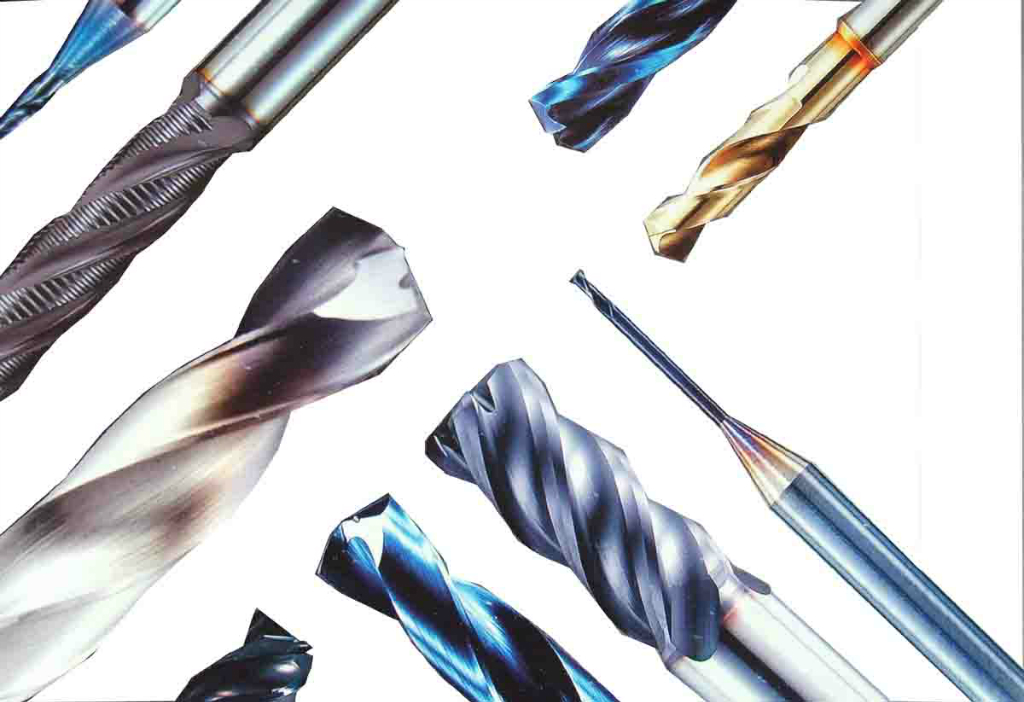
微型立铣刀是按照成比例缩放的原则,将普通立铣刀的几何参数缩小而制造的立铣刀,它并不能保证生产过程的可靠性。经常微型立铣刀只“切”不“削”,并没有多少切屑产生。之所以如此,与人们对微型立铣刀的长度和吃刀深度之间相互关系的错误理解有关。而恰恰是这种错...
1.加工方式 粗加工 粗加工是以快速切除毛坯余量为目的,在粗加工时应选用大的进给量和尽可能大的切削深度,以便在较短的时间内切除尽可能多的切屑。粗加工对表面质量的要求不高,刀具的磨钝标准一般是切削力的明显增大,即以后刀面的磨损宽度VB为标准。 精加工在精加工时...
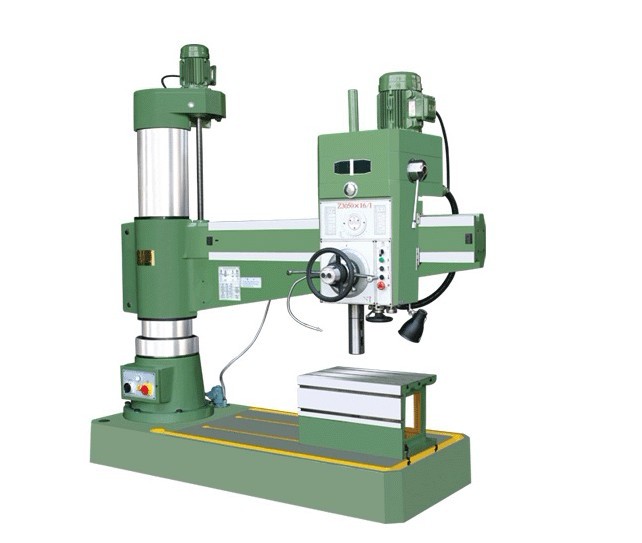
主轴自动改变转速和进给量,工件自动调整位置,实现多工序加工的自动化循环。 1.主轴转速范围大,变换转速由主轴箱左侧两个手柄及变速开关互相配合加以实现。 2.转速设置合理,钻削较大孔径时,有良好的切削性能。 3.变速开关在高低速档均设有反向回转,以至在任意一档转...

喷雾冷却 喷雾冷却是利用气液两相流体的混合体以高压 (3~6 个大气压)雾化的方式喷射到加工区,雾化的质点颗粒在切削区的高温作用下发生相变(汽化),吸收大量的切削热。高速气流中所携带的细小的雾滴容易渗透到切削接触区,改善了切削液的渗透性,降低了...

随着现代技术和制造业的迅猛发展,越来越多的生产企业为了提高产品质量和使用寿命,常采用堆焊,喷焊,激光熔覆,热喷涂等工艺将硬面材料熔附在工件的表面,从而获得较高的硬度,耐磨性,耐腐蚀性,抗冲击韧性等性能。堆焊,喷焊等工艺刚开始主要用于修复工序,由于各行业中都有属于自己...

在各种螺纹无屑成型应用方面,无屑螺纹成型法比起切削螺纹成型法有许多优点.一般最适合螺纹无屑成型的材料包括铝,黄铜,红铜,铅,不锈钢,碳钢,铅钢,锌等.概括的说,任合产生丝线状切屑的金属皆是无屑成型的良好材料.若切屑呈粉末状则此种材料太脆,不适合无屑丝攻成型.无屑丝攻或一般的切削(有...























